Articles
Technical
June 2021 - Updated
About Bolted Joint
The bolted joint has long been, and continues to be, one of the most important fastening methods in modern assembly engineering. However, due to short supply of the two most important production factors, namely labor and raw materials, significant changes have occurred compared to earlier times, both in the bolting processes themselves, as well as in the number of different screws and bolts used to produce bolted joints. Nowadays, bolted joint calculation methods and newly developed, computer – optimized bolting process make considerable reduction of bolt sizes possible.
Preload
In a bolted joint the physical quantity generated as a technical target in preload. In general preload itself is subjected to multiple influencing factors. Under series production condition it is not possible to measure the preload with sufficient accuracy. Therefore, Torque is used as an auxiliary quantity.
Factors influencing bolted joints
Some of the factors which can influence the bolted joint when torque is applied for tightening.
Construction – Construction material is an important factor, material selection, specification provided in the drawing, calculation, dimensioning, tightening method that can be adopted for this material, thermal resistance, environment, stability ratio.
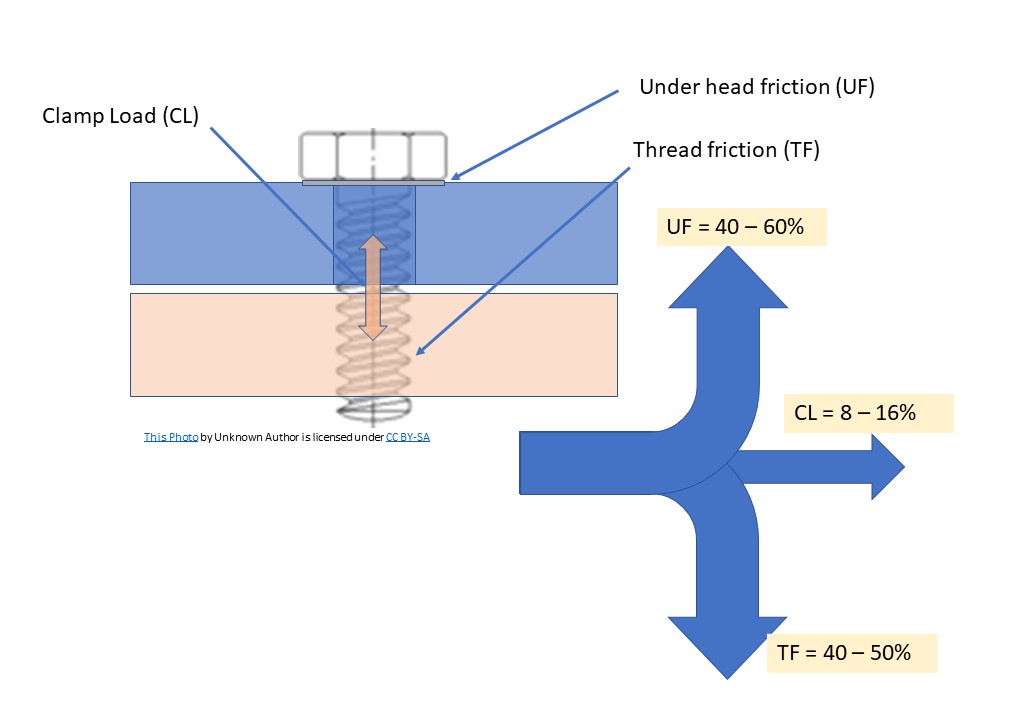
Friction – As you can see if the figure 80 to 90% of the applied torque is taken away due to friction. Friction can be further divided as Head bearing friction, surface under the head, Friction radius, surface. Tightening speed also influences friction. Lubrication is another factor for friction. Thread finish, Fit, borehole and surface coating can influence the friction. If bolt head has countersink add this parameter also to the friction.
Production – Speed is the need of production; cycle time also influence the preload. Feeding system, fixation, threading and counter support along with cleanliness material flow, mixing, rework and error detection are some of the factors influencing the bolted joint or the bolted clamp load.
Setting – Type of material, Clamping length ratio, Wax, Air gap, sealing elements if any used, Flatness, Joint parts, coating, fastening speed, contact pressure are some of the factors to be considered which can influence the bolted joint.
Torque Tool – Current day we have many options of torque tool and hence various tightening method can be adopted. Care has to be taken when selecting the tool and tightening method. Speed of rotation, drive style, process safety parameters, tightening time, reliability and accuracy of tools are also factors influencing the bolted joint.
Reference
VDA 5.2 (German Standard)
Bosch Product Manual


YOUR COMMENTS