Articles
Technical
June 2021 - Updated
Various tightening methods
With the advancement in technology, it has become possible to achieve most complicated appearing situation in a very simple way. Torque tools have come a long way in this advancement. Torque on bolted joint can be applied by different method in order to get good clamp load / preload. Torque tool with very high accuracy have made it possible to improve upon the tightening factor and reduce the size of machine and improve machine efficiency. Torque delivered by Tightening system, not only delivers but also continuously monitors and calculates in during process to give desired result as programmed.
Various Tightening methods
-
Torque Controlled tightening method
-
Angle controlled and toque monitored tightening method
-
Yield Point controlled tightening method
It is possible to program the torque tools (DC Nutrunner) to achieve the set objective of torque tightening in order to achieve desired tightening factor and target the clamp load / preload. DC Nutrunner in one such tool which can perform tightening task. Normal motorized torque tools, like battery operated torque tool or pneumatic torque tool have limited functionality in terms of tightening application. Manual torque wrench may not be suitable for large scale production, as it is operator dependent.
DC Nutrunner is a programmable torque tool where set value can be programmed. Set value can be Torque or set value can be Angle or Set value can be Yield Point. To program Yield Point as a target function, requires skilled personnel. Torque or Angle as a set point or target can be easily programmed. All the methods have its advantage and disadvantages associated with it. Method to be selected which is best suited for the requirement. Torque controlled tightening method happens to be the simplest program for DC Nutrunner. Angle controlled tightening with Torque as a monitoring parameter is at next complex level.
Torque Controlled Tightening Method
Torque controlled tightening method using DC Nutrunner is one of the simplest and easiest method of tightening. Torque controlled tightening method also has advantage of torque audit after assembly. As the set torque value is known torque audit can be conducted easily either by CRACK ON or CRACK OFF method. Generally, when DC Nutrunner is programmed for Torque controlled tightening, Angle is set as monitoring parameter. The advantage of Angle being set a monitoring parameter is to avoid false reaching of target torque. Consider an example if thread is bad or may be a foreign particle in the joint, can cause the torque to go up suddenly but in actual the tightening process may not be complete. Such case of false torque being achieved can be avoided if angle is set as monitoring parameter. Graph shown is for torque-controlled angle monitored tightening.
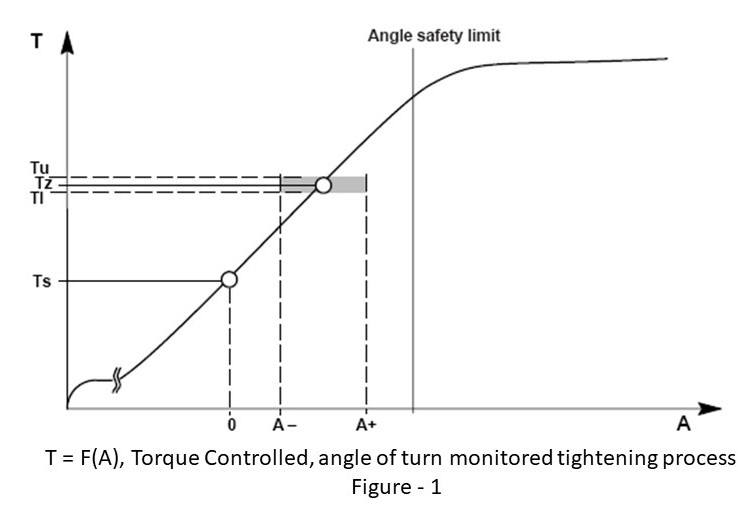
Figure -1 shows the Torque controlled tightening graph. Y axis is Torque and X axis is Angle, Point Ts on Y axis is known as Threshold Torque. From this point of torque, Angle is set to zero and the angle counting starts.
At set target Torque value, generally tolerance band for torque is set lesser than the tolerance band of Angle. Hence acceptance window is observed as rectangle in horizontal position. In Torque controlled tightening process, set value of Torque is lower than the limit of bolt deformation point. In Torque controlled tightening method / process, set value of torque is lower than the bolt torque capacity. (Bolt torque capacity depends on many factor, different document has to be referred for details) In this method of Torque tightening bolt can generally be re-used.
Angle Controlled, Torque Monitored Tightening Method
In case of Angle controlled tightening method using DC Nutrunner, target is programmed as Angle of turn and monitoring parameter is given as Torque. This is an advanced method of tightening and requires skill and knowledge to establish the value. Critical joint where the requirement is to get tightening factor as 1 such method is used. Basic disadvantage of this method is bolt cannot be re-used even during assembly stage. In case of multiple bolts, it is expected to achieve uniform clamp load across all the bolts. Tightening graph of such method is shown in figure 2 below.
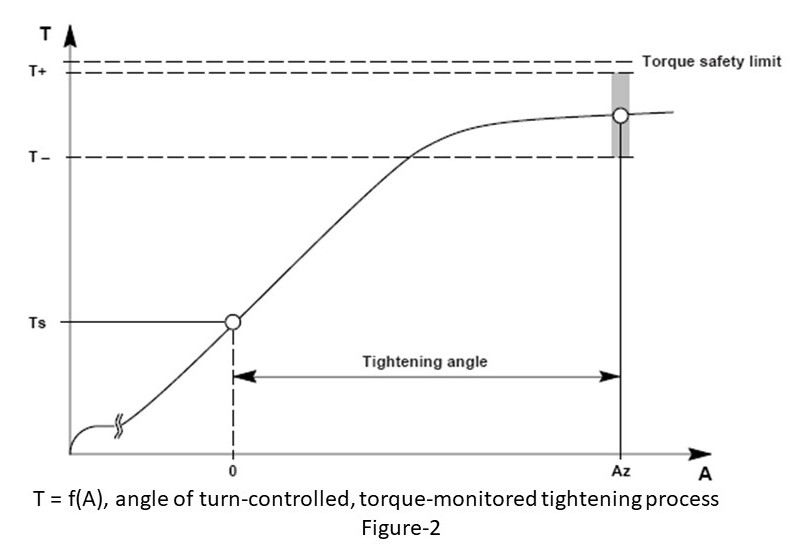
Figure -2 shows the Angle controlled tightening graph. Y axis is Torque and X axis is Angle, Point Ts on Y axis is Threshold Torque. From this point of torque, Angle is set to zero and the angle counting starts.
Consider the tolerance of final angle as 10%, now it can be observed that the rectangular box now is vertical. Tolerance of Torque is greater than the tolerance of angle. This case of bolt tightening, bolt cannot be reused as it has changed the property. This method gives a better tightening factor over torque-controlled method.
Yield Point controlled tightening Method
In case of Yield-point controlled tightening method using DC Nutrunner, target is programmed as yield-point or percent of yield-point or as gradient and monitoring parameter is given as Torque and Angle. This is an advanced method of tightening and requires skill and knowledge to establish the value. Critical joint where the requirement is to get tightening factor as 1 such method is used. Balance tightening method, nether the bold is under-used nor the bolt is over used. But still disadvantage of this method is bolt cannot be re-used even during assembly stage. In case of multiple bolts, it is expected to achieve uniform clamp load across all the bolts. Tightening graph of such method is shown in figure-3 below.
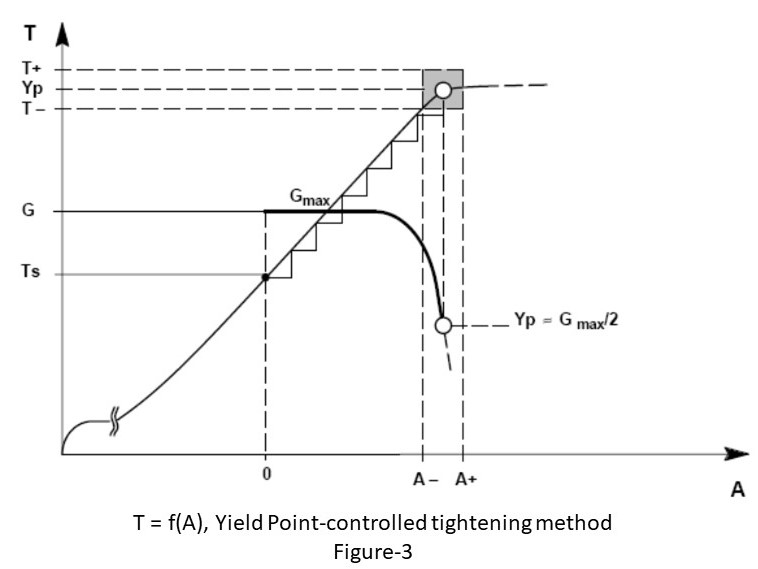
Figure-3 shows the Yield-point controlled tightening graph. Y axis is Torque and X axis is Angle of turn, Point Ts on Y axis is Threshold Torque. From this point of torque, Rate of change of torque is monitored and also Angle is set to zero and the angle of turn counting starts.
The tolerance window in this case as observed is a square box. Tolerance of Torque and angle of turn is almost equal. This case of bolt tightening, bolt is not reused. This method gives a better tightening factor over torque-controlled method. Many critical applications use this method of tightening.
Reference
Internet resource
Tightening system Product Manuals



YOUR COMMENTS